
Automated efficiency measurements as the key to more energy efficiency
Today, the automotive industry is faced with the challenge of reconciling legal requirements, high customer standards, and technical feasibility. The automobile of the future is supposed to be low on emissions and consume little fuel, but forfeit none of its vehicle dynamics and driving comfort. Manufacturers meet these challenges with innovative technologies to optimally manage the vehicle’s energy. How low the energy losses are and how high energy efficiency can be are shown by measurements of efficiency. These reliably depict the quality of the lossy processes for converting energy and transferring energy.
The efficiency of the motor and drivetrain has an influence on fuel consumption, emissions, and the driving performance of a vehicle. To measure efficiency on durability test benches so that the results exhibit constant quality, the engineers at ATESTEO have developed an automated method to determine the efficiency of various types of transmissions. The focus is on optimising the measurement method or measurement procedure while, at the same time, optimising the precision of the torque measurement technology.
Measurements of the efficiency of electric drive systems and internal combustion engines
Compared to internal combustion engines, electric drive systems have a substantially higher efficiency. However, this is also where great challenges lie for manufacturers. Through the limited storage capacity of the batteries and the resulting limited reach of the vehicles, measures to increase efficiency, such as weight reduction and minimising power losses in the transmission, become key tasks during development. Fuel consumption and exhaust emissions standards remain drivers for the further design of energy-efficient drivetrains. With this, the optimisation of energy consumption is a topic for all types of vehicles. With this background in mind, the efficiency of the transmission has become an important deciding factor in drivetrain design.
Test benches for all drive systems and a wide variety of tests
The ATESTEO test benches are flexibly set up for very different testing tasks so as to ensure an optimal utilisation of their testing capacities. The available test benches meet a wide variety of requirements for durability tests, functional tests, and efficiency measurements. The tests are conducted serially on the same test bench, always taking into account the fact that the drive may be purely electric, but also take place with internal combustion engines. This range of tests can only be conducted with powerful automation software.
Innovative procedure for automated efficiency measurement
Measuring efficiency is connected with considerable overhead during testing and analysing the measurements. These are characterised by a high percentage of partial automation of the test procedure up to a completely manual measurement. To combine the advantages of dynamic and flexible automation with low modification overhead at the same time, ATESTEO has developed a procedure to automatically determine efficiency. To meet the exacting requirements of results analysis, the measurement technology used complies with the prescribed requirements of accuracy.
Technical requirements for a test bench measuring efficiency
Particularly transmissions for electric vehicles make great demands on efficiency. Therefore, they require maximum accuracy in a reliable statement of the overall result. To reach this goal, attention must be paid to the following core elements when the efficiency of transmissions is measured:
- Good repeatability of efficiency measurements through tight control parameters
- Highly accurate torque measurement technology
- Good reproducibility of the measurements by avoiding modifications of the measurement technology
- If possible, more than one repeat measurement for statistical verification of the results
The minimum technical prerequisites for an efficiency test bench have been described so far in the American standards SAE J1540 (Manual Transmission Efficiency and Parasitic Loss Measurement) and SAE J2453 (Manual Transmission and Transaxle Efficiency and Parasitic Loss Measurement). These standards determine the following minimum requirements for measurement technology and control performance when efficiency is measured.
- Measurement accuracy of the torque measurement technology of 0.2 % of the measurement of the full scale value (full scale value)
- Measurements generally between 75% and 100% of the full scale value of the torque measurement technology
- Speed control within ±5 rpm of the set point (nominal) value
- Oil sump temperature within ±2K of the set point (nominal) value
The requirement “Measurements generally between 75% and 100% of the full scale value” entails frequently modifying the torque measurement technology, adapted to the measurement range. The necessary changes can have an influence on the reproducibility of the efficiency measurements. The resulting necessary calibration after the modification, however, creates a high need for time, resulting in high personnel costs and higher costs.
Modern automation systems such as PDES5 from ATESTEO, along with ATESTEO torque measurement technology, enable defining tighter limits than those described in SAE J2453. This is where a combined accuracy of the current torque measurement technology with a calibration precision of ≤0.05% of the set point (nominal value), along with multi-range measurement technology, is in use. Particularly the fact that this avoids mechanical changes to the test bench, in combination with significantly tighter torque and speed control, can avoid disadvantages when measuring efficiency. In addition, the time saved can be employed for a higher number of repeat measurements. This reduces the measurement uncertainty of the results of efficiency measurements.
Targeted selection of measurement technology without mechanical modification of the test bench
The influence of precision on the result of an efficiency measurement depends on the accuracy of the measurement technology; on particular, on that of the torque measurement technology. Especially modern drive systems for electric vehicles with efficiencies of in part over 99% require highly precise measurement systems to achieve interpretable conclusions about the results of the measurements. The torque measurement technology from ATESTEO provides accuracies under 0.05% (with regard to the full scale value). The error of the efficiency Dh/h can be significantly improved by this system.
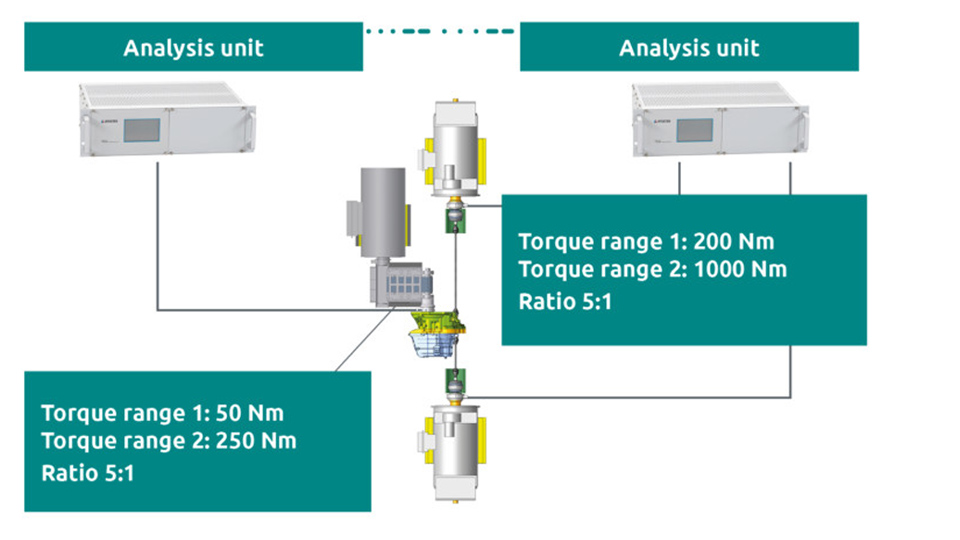
Through its two real measurement ranges, the use of multi-range measurement systems, such as the ATESTEO double telemetry torque sensor, has the advantage, when the measurement ranges are carefully selected, of being able to forego modifications of the measurement technology during a series of measurements.

In addition, using multi-range systems has a positive influence on the accuracy of the results of efficiency measurements. Through defining various measurement ranges, the corresponding accuracy of the result can be improved, particularly in the case of low torques. The double telemetry measuring system allows us to measure with two effective torque ranges without any mechanical changes to the test bench. The signal of the strain gages (torque sensors) applied on the rotating part is processed by two different sensitive amplifiers and submitted to the evaluation unit via two independent infrared transmission paths. The required accuracy can be ensured for the whole efficiency measurement map with one setup. Because it is not necessary to change torque meters, the measurements can be performed 24 hours a day.

The separate canals for signal transmission are amplified independently from one another. Through the separate transmission paths, the temperature compensation can work independently, so that both measurement ranges do not influence one another. The necessary precision can be retained over the entire measurement range of the efficiency measurements. In addition, the system has high overload protection.
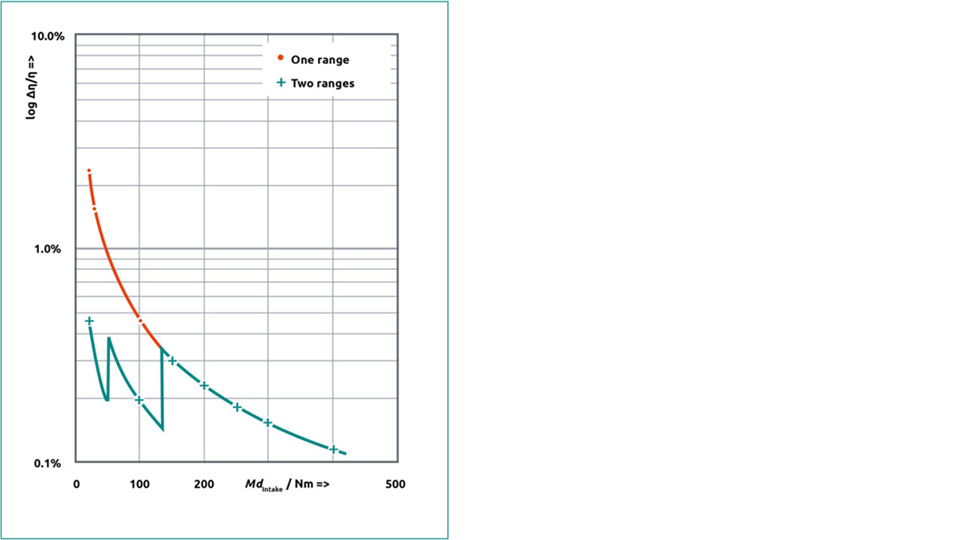
Figure 3 shows the result of an exemplarily simplified computation of errors. The logarithmic ordinate (y-axis) shows a calculated error; the abscissa (x-axis) shows the increasing torque value at the input of the transmission. The red line in the diagram represents the error with the use of measuring systems with one range — here, the larger measurement ranges shown in figure 4. The green line shows the error calculated using the two measuring ranges shown in figure 4. The computed error of the efficiency measurement is, even in ranges with a partial load, at less than 0.5%. This calculation must be verified individually with every measuring task. The switching between the ranges takes place automatically through the automation software. The fact that a mechanical conversion is no longer necessary enables measuring operations fully automatically around the clock.
Identify and analyse measurement uncertainties before measuring efficiency
A singular calculation of errors, related only to the accuracy of the measurement body, is only sufficient for selecting suitable measurement ranges. To analyse the test results, the individual factors that could have an influence on the measurement must still be identified. These are factored into the uncertainty analysis and must be a part of displaying the results of measuring efficiency. In summary, the parameters of the uncertainty analysis can be divided into influences of the measurement technology used and influences of the test bench technology. These influences are summarised into the following main groups:
- Influence of temperature
- Reproducibility
- Temperature drift of the amplifier
- Linearity and hysteresis of the amplifier
- Stability of the zero signal
- Resolution of the measurement
- Efficiency of the drivetrain
- Vibrations of the torque signal caused by the setup
In addition, the entire measurement signal has an influence on measurement uncertainty when measuring efficiency. To receive the cleanest signal possible for analysis, filter systems such as a low-pass filter are employed. Influences of the gearing, which likewise affect the result, can, however, be lost through the low-pass filter. Through the lower vibration intensity of the detected measurement signal, there exists the possibility of neglecting the standard deviation of the mean value as an influence on measurement uncertainty. Before the actual measurement is taken, gear mesh data should be determined so that at least the first gear mesh order can still be entirely captured. The filter base frequency and measurement frequency should be chosen correspondingly.
A specific method for automating measuring efficiency
During automated efficiency measurements, maintaining the correct temperature range plays a key role. An iterative process is used to determine this parameter to be automated. For every rotational speed and torque point to be measured, a derivative temperature is determined dependent on of the oil sump temperature. Generally speaking, this derivative temperature is generally positive at low power levels and negative at high power levels. The goal is to set the sump temperature such that this corresponds to the defined measurement tolerance when measuring efficiency. To reach the desired sump temperature, a rotational speed-torque point is stepped up to so that only inner friction is used for warming. When the temperature is reached, the measurement point is approached and the measurement is started. After some settling time, the test measurement point is maintained for a time period of at least five seconds. Next, the signal is analysed. As a matter of principle, the target temperature should be reached with a tolerance of ±1K within the measuring period. If the temperature lies within the defined tolerance, the test result obtained is noted in the table of results. Should this not be the case, the derivative temperature is newly computed by the automation software and the measurement point is repeated.
Analysing the results
The decision as to whether the automatically produced measurement results can be used to calculate the efficiency is based on the defined tolerances. When the individual measurements correspond to the specified rotational speed, torque, and temperature tolerances, the individual resulting efficiency results must still be validated. To obtain sufficiently good validation of the result, at least three measurements per test measuring point should be available. The efficiency is determined from the means of the individual measured values. The calculated efficiency is shown in a diagram as a function of rotational speed, torque, and, if applicable, gear level and temperature. The determination of whether there are outliers among the individual measurement values can be ascertained through, among other methods, the standard deviation s (see figure below). A good indicator of this is to determine whether the individual calculated measurement value h is less than the sum of the mean value hmean and two times the standard deviation s (h < hmean ± 2s). Should individual values lie outside the calculated limits, these measurement points also have to be determined again. Because a basis of three measured values is of limited value, especially when it comes to identifying outliers, a higher number of measurement points should be aimed for. However, the number of measurement points should not increase so much that the time advantages of a fully automated measuring method are again lessened.

A comparison of conventional efficiency measurements and automated efficiency measurements
Conventional efficiency measurements are characterised by a high percentage of partial automation or manual intermediate steps. To operate the test bench, only well-trained personnel that have to identify errors in the captured data during the measurement itself can be employed. These personnel are generally available only temporarily during one-shift operation, creating a further time limitation. To minimise the time overhead for the reasons stated above, larger measurement tolerances are also to be selected. During repeat measurements for the purpose of validating the reproducibility of the results, likewise, uncertainties in interpreting the results may arise. However, repeat measurements to statistically validate the results are recommended. Although these lead to longer test bench run times, the avoidance of mechanical conversions and the use of intelligent and programmable automation make possible around-the-clock operations on the test bench. The high time savings in turn leads to the possibility of repeating the measurements and of statistically validating the result of the efficiency testing.
Summary: Automated efficiency measuring creates more efficient, reliable, and flexible testing possibilities
Automated efficiency measurements enable the use of durability test benches as also for efficiency measurements. That creates a considerable time advantage with respect to test bench occupancy while saving costs at the same time. Mechanical adjustments and changeovers for measurement equipment are reduced or even eliminated. This results in measurement results which are better able to be reproduced along with optimum statistical verification of the results. Through the possible combination of efficiency measurements and durability testing, possible wishes of customers can also be responded to flexibly.

